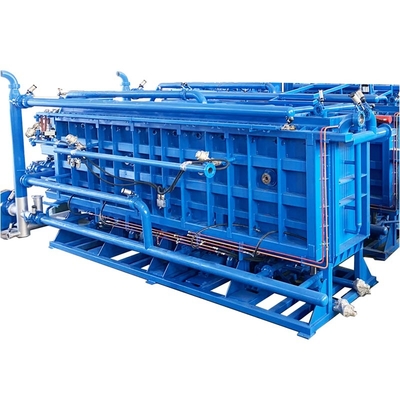
각자 좌석 밸브는 EPS 기계의 중요한 부분입니다.

1설치 및 사용
1.1 특정 조건에 따라 밸브 설치 방향을 선택하시기 바랍니다.
1.2 설치 전에 파이프, 특히 새로운 파이프를 깨끗하게 해야 합니다. 밸브 불순물을 손상시키지 않기 위해 용접 슬래그, 강물, 먼지를 깨끗하게 해야 합니다.파이프 라인 은 흔들림 없이 단단 하게 지지 해야 합니다더 무거운 밸브를 설치 할 때 과도한 무게 또는 진동이 밸브와 파이프 라인에 악영향을 미치지 않도록 밸브를 매달거나 지지하기 위해 추가 지원이 필요합니다.
1.3 밸브를 설치하기 전에 밸브 라벨에 모델, 매개 변수, 사양 및 연결 방식이 표시되어 있는지 확인하고 필드 작업 조건의 요구 사항을 충족하는지 확인합니다.동시에, 실린더, 밸브 몸체, 창문 등을 외부 손상이 없도록 확인하십시오.
1.4 제어 공기 출처가 장착된 경우, 공기 출처가 건조하고 깨끗하고 용량과 압력이 충분하도록 하여 주시기 바랍니다.
1.5 밸브를 설치하기 전에 파이프 라인을 닫고 압력을 제거하십시오. 파이프 라인 내의 고압이나 위험한 매체의 손상에 주의하십시오.
1.6 플랜지 밸브 설치시 플랜지의 양쪽 끝을 설치하는 것은 각축이 되어야 한다.그리고 대각선 긴축 일방적인 볼트 회전 한 원 내에서 제어되어야 합니다, 일방적으로 꽉 막아 사용에 영향을 미치는 기울기 힘을 초래하지 않습니다.
1.7 용접 형태로 밸브를 설치할 때, 먼저 엑추에이터를 밸브에서 제거하고, 그 다음 밸브를 파이프라인에 용접해야 한다.
1.8 제거된 밸브 보스 가스켓, 밸브 코어 가스켓 및 연결 나사 곡물을 보호하여 부딪히거나 더럽고 불순물이 붙지 않도록 주의해야 합니다.
2밸브 해체 및 유지보수
2.1 밸브 제거
2.1.1 밸브를 해체하기 전에 밸브에 있는 고압 액체를 비우고 밸브에 있는 중압을 배수해야 한다.독성 또는 부식성인체 및 장비에 대한 사고적 부상을 방지하기 위해 철저히 제거해야합니다.
2.1.2 밸브 몸부림 제거: 이 상태에서 밸브 몸부림은 정상 온도에 복원되어야 하며, 밸브 몸부림은 고정되어야 합니다.압축 공기는 실린더의 하단 부분의 공기 입구 구멍을 통해 들어갑니다., 그리고 밸브 문이 열리고, 관절의 6면은 그에 해당하는 크기의 랭크 키로 꽉 잡고,그리고 밸브 몸체는 시계 방향으로 스레드를 회전시켜 제거됩니다.참고: 해제 된 부품은 충돌을 방지하기 위해 밀폐 표면을 보호하고 재 조립을 기록해야합니다.
2.1.3 실린더 제거: 스프링의 큰 힘으로 인해 클램핑 실린더 실린더와 끝 뚜?? 클램핑 스프링이 제거되면,스풀 및 밸브 줄기 부분은 클램핑 스프링을 천천히 꺼내기 위해 클램핑 스프링 텐저를 사용할 수 있기 전에 특수 클램핑 장비로 압축되어야합니다., 그 다음 클램핑 장비를 위로 풀고 나머지 부분을 꺼내십시오. 참고: 1) 스프링을 꺼낸 후,더 강한 스프링이 부품을 튀어나오는 것을 방지하기 위해 압축 장비의 압력이 천천히 제거되어야합니다., 위험과 손상을 유발하고 재충하 기록; 2) 101 시리즈 앵글 밸브 실린더는 11
실린더에 대한 모든 문제에 대해 ESG 판매 담당자에게 문의하십시오.
2.1.4 밀폐의 해체: 밀폐를 해체할 때 날카로운 도구를 사용하지 않아야 한다.그리고 해체된 밀폐 및 그 수송기의 밀폐면은 충돌 또는 부속품의 손실을 방지하기 위해 잘 보호되어야 합니다., 그리고 재결합 기록이 작성되어야 합니다.
2.1.5 수동 제거 각자 좌석 밸브 순서: 밸브 몸체를 제거, 손바퀴 핀을 제거, 손바퀴를 제거, 압축 견과류를 스크롤, 마지막으로 스풀, 줄기 및 밀폐를 분리합니다.
2.2 밸브를 다시 설치
2.2.1 재결합 밀폐: 해체된 밸브는 그에 상응하는 문제들을 처리해야 합니다. 처리 후에는 해체 및 재결합 기록에 따라 순서대로 설치되어야 합니다.참고:: 장착 시 밀착 부품이 장착되어야 하며, 고무 고리가 왜곡되지 않아야 합니다.윤활유는 설비 부분의 굴곡에 균등하게 코팅되어야 합니다., 그 다음 밀폐 고리를 설치하고 밀폐 고리의 외부 표면을 다시 윤활유로 코팅해야합니다.합리적이고 효과적인 윤활유는 밸브의 정상적이고 효과적인 사용을 보장하기 위한 전제입니다;
2.2.2 실린더를 재부하한다: 대체 부품의 조립이 완료된 후, 밀집기와 끝 뚜?? 을 천천히 실린더로 가져오기그리고 그 다음 실린더의 조립을 완료하기 위해 장소에 스프링을 설치;
2.2.2.1 피스톤과 끝 뚜?? 을 넣을 때, 실린더를 정렬한 후 천천히 넣어야 한다. 그렇지 않으면 피스톤 반지와 밀폐 반지는 기울기 때문에 찢어질 수 있다.밀폐에 영향을 미치는;
2.2.2.2 스프링을 구석에 고정한 후 스프링이 실린더의 스프링 구석에 100% 완전히 꽉 막혀 있는지 확인한다.스프링이 실린더에 완전히 꽉 막혀 있는지 확인한 후 압축 장비를 풀고, 그리고 그 다음 실린더의 밀폐 검사를 수행;
2.2.3 밸브 몸체를 재충하: 검사가 완료된 후 실린더의 공기 입구 구멍을 통해 공기를 압축하고, 피스톤을 들어올리고, 밸브 몸체 밀폐 패드를 놓습니다.그리고 나사 곡물에서 고착 방지 물질을 적용, 그리고 그 다음 밸브 몸을 단단히 스크루, 그리고 완료 후 밸브 몸을 검사 수행.
2.3 밸브 재충전 시험
2.3.1 정비된 밸브는 오프라인 압력 테스트를 거쳐 파이프라인에 다시 설치되어야 하며 이상 현상이 발생하지 않습니다.
2.3.2 밸브 몸체 밀폐 검사: 밸브 코어 밀폐 밀폐장 검사, 밸브 몸체 밀폐 밀폐장 검사 및 연결 구멍 검사 포함
2.3.2.1 필요한 압력의 압축 공기가 작동 조건에 따라 밸브로 전달될 수 있고, 밸브 몸체와 연결 장치 전체가 물에 잠겨있을 수 있다.그리고 압력이 누출 여부를 관찰하기 위해 30 초 동안 유지 될 수 있습니다거품이 없다면, 그것은 자격, 그렇지 않으면 다시 수리해야합니다;
2.3.3 실린더 밀폐 검사: 창문 밀폐 검사, 끝 덮개 O 링 검사 및 피스톤 링 밀폐 검사 포함
2.3.3.1 7bar 압축 공기가 실린더의 하단 부분의 공기 입구 구멍을 통과하여 실린더 전체와 끝 뚜?? 이 물에 가라앉을 수 있습니다.그리고 압력이 누출 여부를 관찰하기 위해 30초 동안 유지됩니다.거품이 없다면, 자격을 갖습니다. 그렇지 않으면 다시 수리해야 합니다.

 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다!